-

质量为重
-

品类齐全
-

先进设备
-

全心全意
-

服务宗旨



联系人:13523335444(韩经理)
电话:0372-6521588
传真:0372-6531588
邮箱:272594999@qq.com
地址:河南省林州市姚村镇西环路北段
网址:www.mine-cars.com
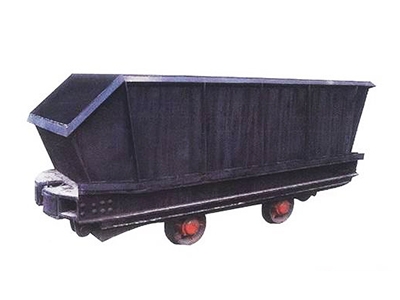
矿车生产厂家讲述轮对的技术要素
前几日给大家讲述了关于矿车的分类,今天给几大家讲一下矿车轮对的技术要素是什么。
技术实现要素:
本发明的目的在于提供一种冶金矿车轮的锻造方法,提供一种成本低、用料小,且能减少裂纹的冶金矿车轮的锻造方法。

为实现上述目的,本发明提供如下技术方案:
一种冶金矿车轮的锻造方法,具体包括以下步骤:
下料:通过带锯齿轮床对钢材下料,将钢材下成圆柱型下料件;下料件的尺寸规格为长度为160~170mm;然后把下料件放置到加热炉,加热炉的加热温度为1100~1200℃,先将加热的下料件放到一压力机下镦头上,由压力机施加压力,上镦头下压,对下料件进行物料分流,同时去除加热时产生的氧化皮,将下料件镦成上端面有轮缘的预镦坯件;
摆碾:将所得到的预镦坯件先依次经过退火处理、表面钝化处理和润滑处理工艺,然后将预镦坯件放入摆碾机进行摆动碾压,将预镦坯件上端有轮缘的一面在锥形模具作用下高度减小,直径大,形成上端沿轮缘内侧向内凹陷的冷摆碾件;所述退火处理是先将预镦坯件置于退火炉内,加热至800℃,保温至少2小时,然后先炉冷至300℃,再在空气中冷却至室温;所述表面钝化处理是经过退火后的预镦坯件放到有钝化液的钝化槽里,进行表面钝化处理,钝化处理的温度为60~75℃,钝化时间为170~220秒。

车削:将所得到的冷摆碾件进行钻孔,再依次进行粗车、半精车和精车得到锥形车削件;所得到的锥形车削件经过铣床,进行铣削加工扇形孔,得到铣削件;
磨削:将所得到的铣削件依次经过粗磨和精磨,得到磨削件;再将磨削件依次经过三次退火处理、三次表面钝化处理和三次润滑处理工艺。
以上是对矿车轮对的技术要素做出的简单的解说,若想了解更多关于矿车价格的详细信息可随时联系我们。